



PLA филамент сив цвят 1 кг ролка

| Марка | Торуел |
| Материал | Стандартен PLA (NatureWorks 4032D / Total-Corbion LX575) |
| Диаметър | 1,75 мм/2,85 мм/3,0 мм |
| Нетно тегло | 1 кг/макара; 250 г/макара; 500 г/макара; 3 кг/макара; 5 кг/макара; 10 кг/макара |
| Бруто тегло | 1,2 кг/макара |
| Толерантност | ± 0,02 мм |
| Среда за съхранение | Сухо и проветриво |
| Настройка за сушене | 55˚C за 6 часа |
| Помощни материали | Нанесете с Torwell HIPS, Torwell PVA |
| Одобрение за сертифициране | CE, MSDS, Reach, FDA, TUV и SGS |
| Съвместим с | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker и всякакви други FDM 3D принтери |
| Пакет | 1 кг/макара; 8 мака/картон или 10 мака/картон запечатана пластмасова торбичка със сушители |
Цвят за избор:
Наличен цвят
Нормална серия:Бяло, Черно, Червено, Синьо, Жълто, Зелено, Природа, Сребърно, Сиво, Кожа, Златно, Розово, Лилаво, Оранжево, Жълто-златно, Дърво, Коледно зелено, Галактически синьо, Небесно синьо, Прозрачно
Флуоресцентна серия:флуоресцентно червено, флуоресцентно жълто, флуоресцентно зелено, флуоресцентно синьо
Светлинна серия:Светло зелено, Светло синьо
Серия за промяна на цвета:Синьо-зелено до жълто-зелено, синьо до бяло, лилаво до розово, сиво до бяло
Предлага се персонализиран цвят. Просто ни уведомете RAL или Pantone код.

Изложение на печатни модели

Детайли за пакета
1 кг ролка PLA филамент със десикант във вакуумна опаковка.
Всяка макара в отделна кутия (кутия Torwell, неутрална кутия или персонализирана кутия).
8 кутии в картонена кутия (размер на кутията 44x44x19 см).

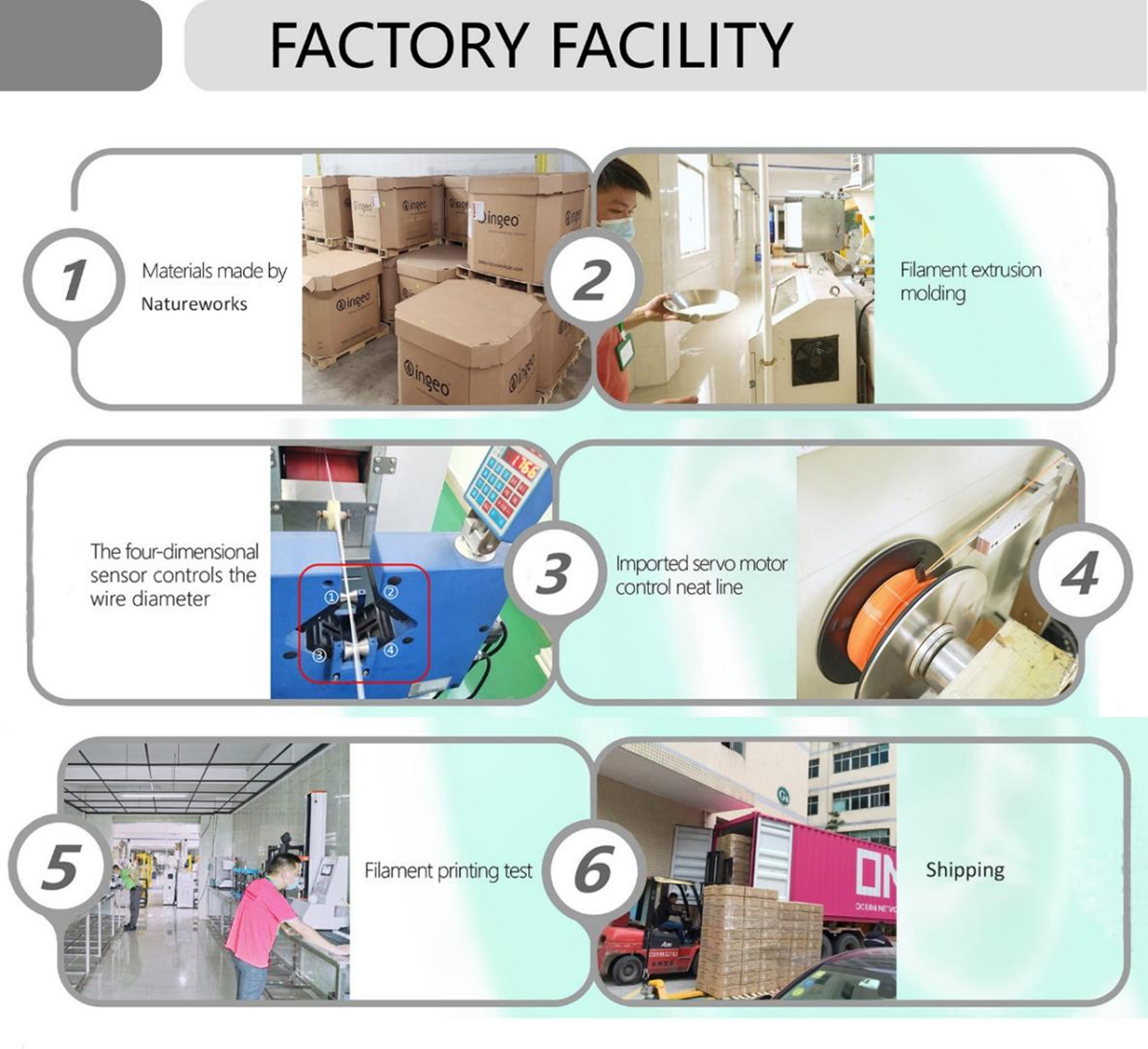
Torwell има над 10 години опит в научноизследователската и развойна дейност с 3D филаменти и произвежда всички видове филаменти, включително PLA, PLA+, PETG, ABS, TPU, дървен PLA, копринен PLA, мраморен PLA, ASA, въглеродни влакна, найлон, PVA, метал, почистващи филаменти и др. 3D филаменти в голям мащаб с първокласно качество, което допринася за рентабилността и надеждността на продукта за всички обичайни 1.75 мм FDM 3D принтери.
Съвети за печат с PLA филамент
За да ви помогнем с 3D печатането с PLA филамент, ви даваме нашите 5 съвета за използване, за да печатате с PLA филамент:
1. Температура
Когато печатате с PLA филамент, се препоръчва да започнете с начална температура от 195 °C, това ще ви гарантира най-голям шанс за успех. След това температурата може да се намали или увеличи с стъпки от 5 градуса, за да се получи правилното качество на печат и здравина, така че те да се допълват взаимно. За да се подобри адхезията към работната плоча, е по-добре да загреете печатащото легло до 60 градуса.
2. Температурата е твърде висока
Ако температурата е твърде висока, ще се появят нишки. Екструдерът ще изпуска PLA материал, когато се движи между различните области по време на печат. Ако това се случи, ще трябва да намалите температурата. Правете това на стъпки от 5 градуса, докато екструдерът спре да изпуска толкова много материал.
3. Температурата е твърде ниска
Ако температурата на печат е твърде ниска, ще откриете, че филаментът няма да залепне за предишния слой. Това ще създаде повърхност, която изглежда и се усеща грапава. В същото време, детайлът ще бъде по-слаб и след това може лесно да се раздели. Ако това се случи, температурата на печатащата глава трябва да се увеличи с по 5 градуса, докато печатът изглежда добре и линейните сегменти за всеки слой са правилни. В резултат на това детайлът ще бъде по-здрав, след като работата приключи.
4. Поддържайте PLA филамента сух
PLA материалът трябва да се съхранява на хладно и тъмно място, за предпочитане в запечатана торбичка, което може да ви помогне да запазите качеството на PLA пластмасите. Това ще гарантира, че резултатът от процеса на печат е такъв, какъвто се очаква.
| Плътност | 1,24 г/см3 |
| Индекс на течливост на стопилката (g/10min) | 3.5(190℃/2,16 кг) |
| Температура на топлинно изкривяване | 53℃0,45 МПа |
| Якост на опън | 72 МПа |
| Удължение при скъсване | 11,8% |
| Якост на огъване | 90 МПа |
| Модул на огъване | 1915 МПа |
| Ударна якост по IZOD | 5,4 кДж/㎡ |
| Издръжливост | 4/10 |
| Печатваемост | 9/10 |
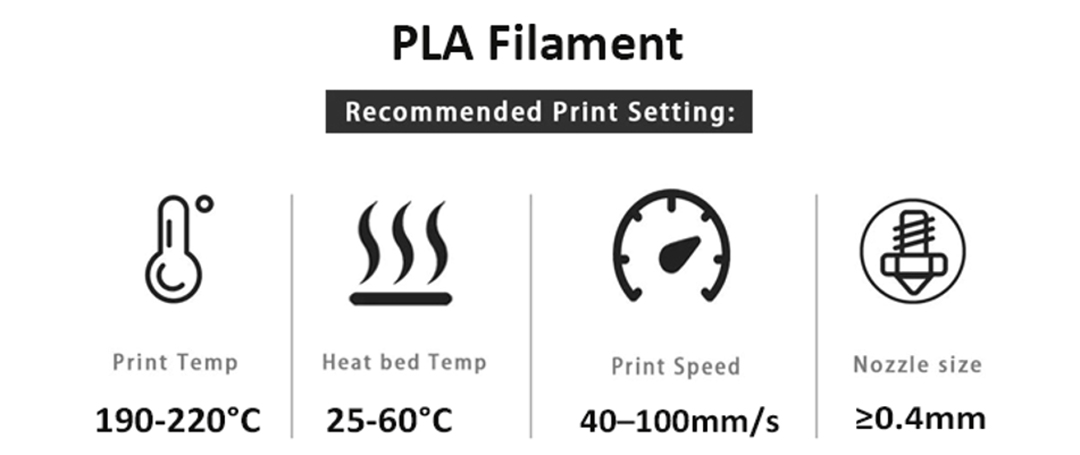
| Температура на екструдера (℃) | 190 – 220℃ |
| Температура на леглото (℃) | 25 – 60°C |
| Размер на дюзата | ≥0,4 мм |
| Скорост на вентилатора | На 100% |
| Скорост на печат | 40 – 100 мм/сек |
| Отопляемо легло | По избор |
| Препоръчителни повърхности за изграждане | Стъкло с лепило, маскираща хартия, синя лента, BuilTak, PEI |








